Automatisation d'une Maquette de Four
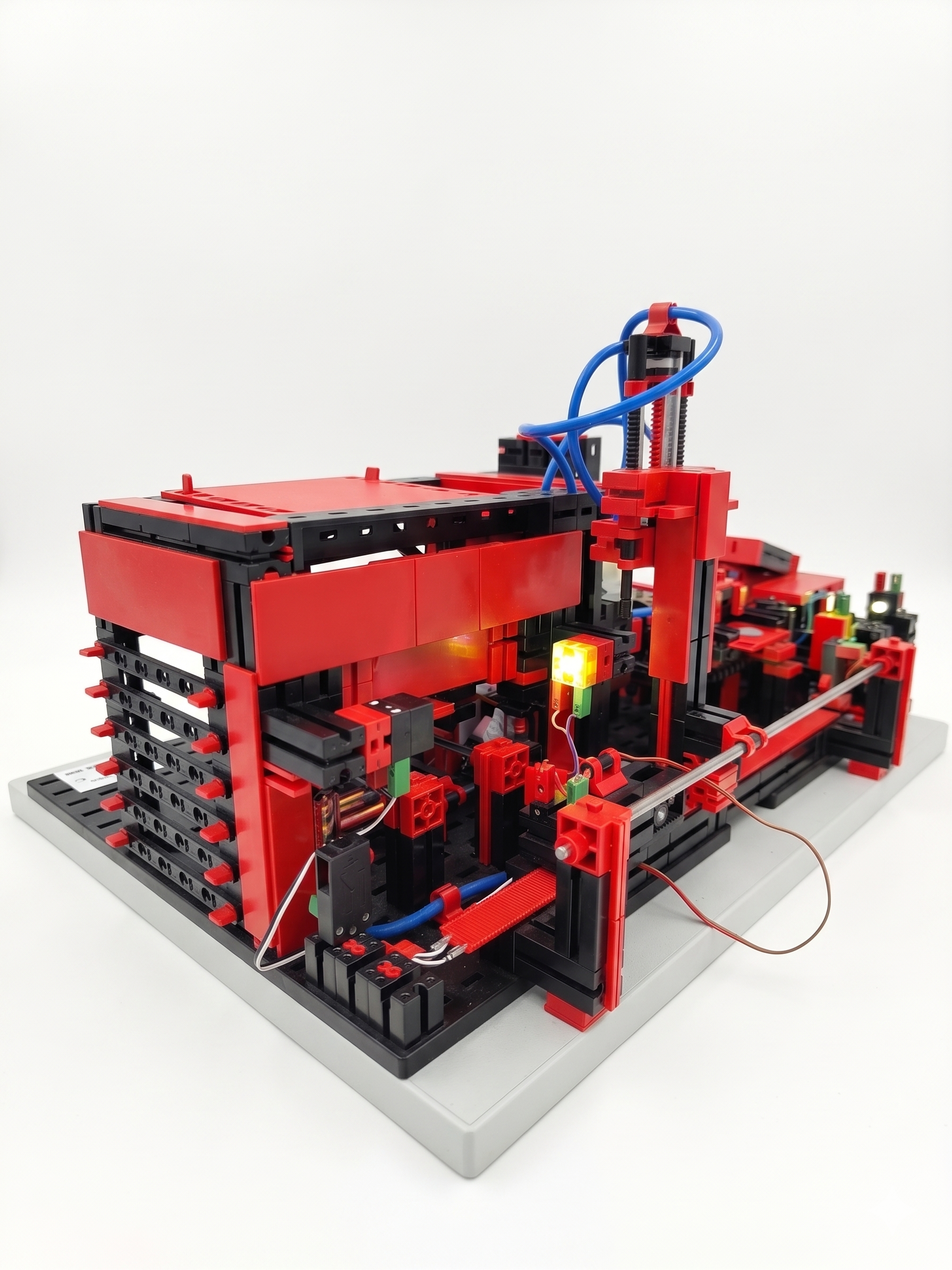
Dans le cadre de cette SAE d'automatisme, j'ai automatisé une maquette industrielle simulant un cycle de traitement thermique. Le système gère le déplacement d'un four, le transfert des pièces par préhenseur pneumatique, le sciage et l'évacuation sur bande transporteuse. L'ensemble est piloté par un automate programmable et supervisé via une interface tactile.
Architecture Matérielle
L'installation repose sur l'écosystème Schneider Electric, avec une communication en réseau local (IP fixe 198.168.0.1).
- Automate Programmable (PLC) : Modèle TM221CE24R (14 entrées / 10 sorties relais) pour la gestion du cycle et le traitement temps réel.
- Module d'extension : Ajout d'un module TM3DQ8R/G sur le bus de l'automate pour augmenter le nombre de sorties relais.
- Supervision (IHM) : Écran tactile de la gamme Harmony pour le contrôle opérateur et la visualisation des états.
Architecture Logicielle (POU)
Découpage du programme
Le programme principal est divisé en 6 sous-programmes (POU) distincts pour séparer les fonctionnalités et faciliter la maintenance :
MeS (Mise en Situation)
GP1 (Sciage et Convoyage)
GP2 (Gestion du Four)
GC & GPROD (Supervision des modes)
GPROD (Gestion de Production) : Synchronisation des tâches GP1 et GP2, et gestion détaillée des trajectoires de la pince pneumatique.
SORTIES (Réseau de contacts)
Comptage, temporisations et sécurité
Les temporisations utilisent la base de temps système de l'automate (%S6 - 100ms) et le comptage des pièces produites est stocké dans le mot %MW1.
En cas d'activation de l'Arrêt d'Urgence (%M44), toutes les sorties Ladder sont immédiatement coupées et le bit d'initialisation %S21 est déclenché pour figer l'état des Grafcets.
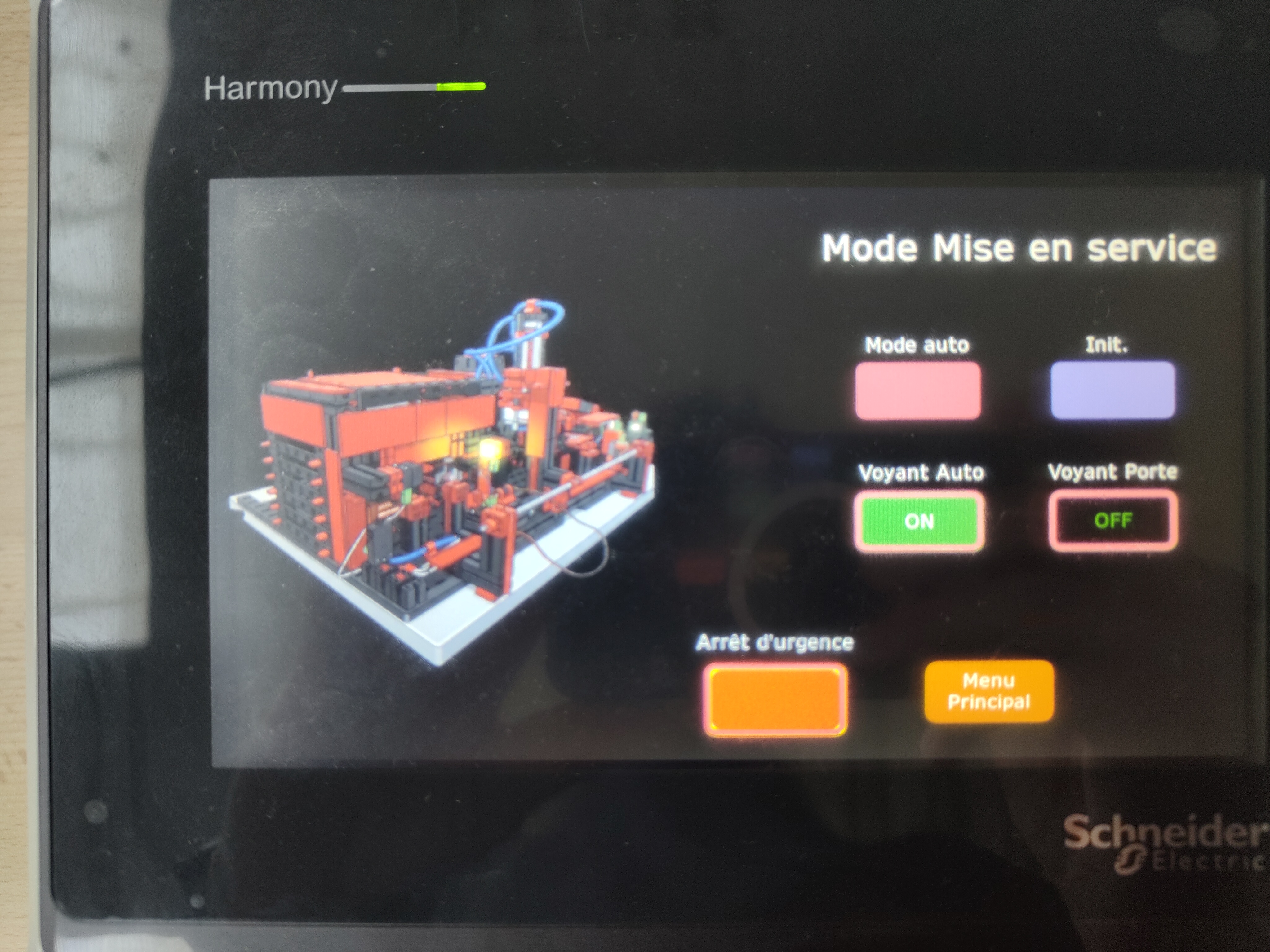
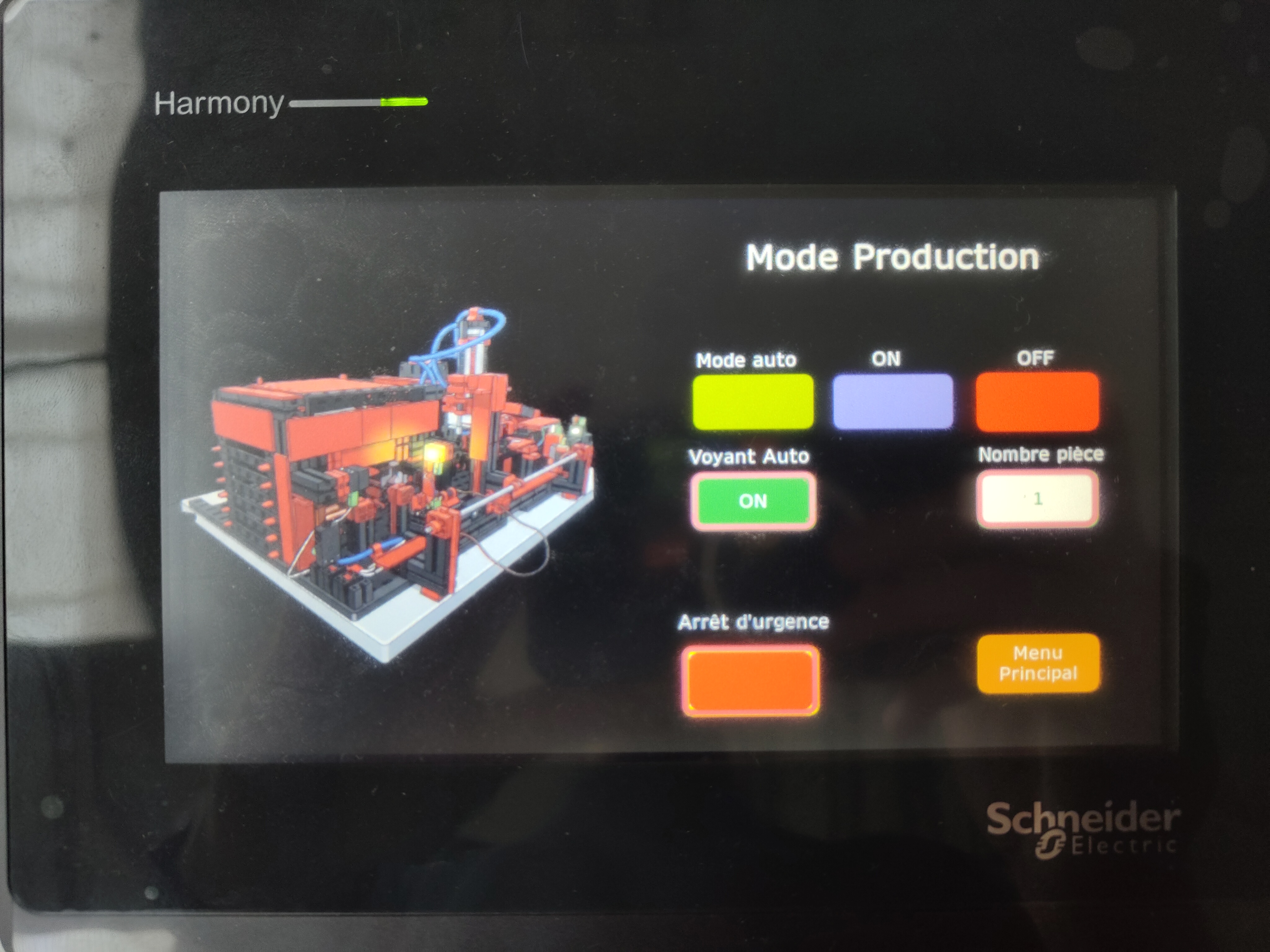
Interface Homme-Machine (IHM)
L'interface de supervision a été développée sur Vijeo Designer. Elle intègre un rendu 3D de la maquette et permet d'interagir avec les variables de l'automate (bits %M).
- Menu Principal : Navigation rapide vers les différentes vues. Un bouton d'Arrêt d'Urgence virtuel est présent sur tous les écrans.
- Mode Mise en Service : Permet de lancer la séquence d'initialisation (Grafcet MeS) pour remettre la machine en position initiale.
- Mode Manuel : Permet de forcer chaque actionneur individuellement pour le réglage ou le diagnostic, avec un retour visuel des états (via les sorties
%Q). - Mode Production : Lance le cycle automatique et affiche dynamiquement le nombre de pièces traitées en temps réel.

Plan de Câblage E/S
Répartition des adresses configurées pour relier l'automate aux éléments physiques de la maquette.
Entrées (Capteurs)
| Adresse | Capteur | Fonction |
|---|---|---|
%I0.0 | Plateau pos pince | Table rotative côté pince. |
%I0.1 | Plateau pos transporteuse | Table rotative côté convoyeur. |
%I0.2 | Fin de tapis | Présence pièce en bout de convoyeur. |
%I0.3 | Plateau pos scie | Table rotative sous la scie. |
%I0.4 | Pince pos plateau | Pince au-dessus de la table rotative. |
%I0.5 | Four rentrer | Coulisse rentrée dans le four. |
%I0.6 | Four sortie | Coulisse sortie du four. |
%I0.7 | Pince pos four | Pince devant le four. |
%I0.8 | Presence piece | Confirmation pièce prête à être saisie. |
Sorties (Actionneurs)
| Adresse | Actionneur | Fonction |
|---|---|---|
%Q0.0 / %Q0.1 | M1 SENS HORAIRE / ANTI | Rotation de la table (2 sens). |
%Q0.2 | BANDE TRANSPORTEUSE | Moteur du convoyeur d'évacuation. |
%Q0.3 | M SCIE | Moteur de la lame de scie. |
%Q0.4 / %Q0.5 | M RENTRER / SORTIR FOUR | Translation du chariot du four. |
%Q0.6 / %Q0.7 | M PINCE FOUR / PLATEAU | Déplacement horizontal (axe X) de la pince. |
%Q0.8 | ECLAIRAGE FOUR | Éclairage de l'enceinte thermique. |
%Q0.9 | COMPRESSEUR | Alimentation en air comprimé. |
%Q1.0 | ABAISSE PINCE | Vérin d'abaissement (axe Z) de la pince. |
%Q1.1 | ASPIRE PINCE | Électrovanne du venturi (aspiration). |
%Q1.2 | LEVER PORTE FOUR | Vérin de la porte de l'enceinte thermique. |
%Q1.3 | SORTIR EJECTEUR | Vérin d'éjection vers le convoyeur. |